1. Профиль отверстия, образов, смежными ручьями прокатных валков в рабочем положении и зазорами между ними, служит для придания задан, формы и размеров сечению раската. Обычно к. образуется двумя, реже - тремя и четырьмя валками. По форме к. могут быть простые - прямоуг., круглые, квадрат., ром-бич., овальные, полосовые, шестиуг., стрельчатые и фасонные - уголковые, двутавр., швеллер, и др. По конструкции, т.е. положению линии разъема, к. подразделяют на откр. и закр., по расположению на валках - откр., закр., полузакр. и диагональные. По назнач. - обжимные, вытяжные, черновые, предчистовые и чистовые к. Осн. эл-ты к. - зазор м-ду валками, выпуск к., разъем, бурты, закруглеиия, нейтр. линия. Типы к. приведены на рис. 2. Сменный технологич. инструмент, закрепл. на рабочем валке. 3. Бесшкаль-ный измерит, инструмент для контроля размеров, формы и взаимного расположения частей изделия сравнением размера изделия с к. по вхождению или степени прилегания их поверхностей:
балочный калибр - к. (1.) для прокатки черновых и чистовых двутавровых профилей. Используют б. к. прямые закр., откр., наклон, и универс. Обычно применяются двухвалковые, реже - универс. че-тырехвалковые б. к. Наиб, распростр. прямые закр. б. к. Откр. б. к. применяют в кач-ве разрезных и черновых при прокатке крупных двутавров. В наклон, б. к. катают двутавровые профили с уменьш. уклонами внутр. граней полок и большой высотой фланцев. В универс. б. к. прокатывают широкополочные двутавры крупных размеров и двутавры с па-ралл. полками. При прокатке облегченных двутавровых балок используют горизонт, рас-полож. диагон. б. к.;
вытяжной калибр - к. (1.) простой формы для уменьшения сечения и вытяжки (1.) раската при заданном чередовании двух или одного однотипного калибра. В ряде случаев в. к. придают раскату размеры, при к-рых начинается формирование заданного профиля. При прокатке простых профилей обычно являются черновыми калибрами. В кач-ве в. к. применяют прямоуг., квадрат., ромбич., овальные, шестигр. и др. калибры. В завис-ти от условий прокатки и треб, сечения раската в. к. располагаются в определ. послед-ти, назыв. системой вытяжных калибров;
диагональный калибр - закр. к. (1.) с диагон. (разным по высоте) распо-лож. разъемов. Д. к. обычно врезаются в валки с наклоном и используются при косой калибровке двутавр, профилей и рельсов. Горизонт, д. к. применяют при прокатке двутавр, профилей на непрерывных станах и зетовых профилей. Д. к. облегчает выход раската из валков, но создает нежелат. боковые усилия;
закрытый калибр - к. (1.), у которого линия разъема валков находится вне пределов его контура. 3. к. обычно применяют для прокатки фасонных профилей; у него, как правило, одна верток, ось симметрии;
Ребровой овальный калибр
ромбический калибр - к. (1.) ромбич. конфиг., врезанный в валки по малой диагонали. Расчет, размеры: С, = 5K/2sinp/2, В - В - Sa , высота с учетом закруглений
Ромбический калибр
Я, = Я, -2К(1 + l/ek2) -1), а = Я/Я, = = tgp/2, / = (0,15-нО,20)Я1, л, = (0,10+0,15)Я„ Р= 2(Я,2 + Я,2)"2, в, = 1,2*2,5 (рис.). Р. к. используется в системе калибровок ромб-ромб и ромб-квадрат. Угол при вершине калибра р изменяется от 90 до 130°, с увелич. угла повыш. вытяжка в калибре, составл., в среднем, 1,2-1,3. Рекоменд. степень заполнения р. к. 0,8-0,9;
Стрельчатый квадратный калибр
стрельчатый квадратный калибр - к. (1.) с контуром квадрата с вогнутыми сторонами, врез, в валки по диагонали. Расчет, размеры: Вк = Я, = 1,41 С,; R = = (С,2 + 4Д2)/8Д; г = (0,15+0,20)С,; В = 5К-- (2/3)5. Площадь F = С,(С, + (8/3)Д), где Д - величина односторон. выпуклости, С, - сторона вписан, квадрата (рис.). Макс, размер стороны с. к. к. С^ = = С, + 2Д. С. к. к. применяют, когда необх. передать большое кол-во металла к чистовым проходам. При этом сохраняется вые. темп-ра раската, т. к. нет острых углов. С. к. к. - вытяжной в системе калибров овал-стрельчатый квадрат и иногда пред-чистовой для кругов;
черновой калибр - к. (1.), приближ. сечение заготовки или раската к конфигурации готового профиля. Ч. к. фасонных профилей по ходу прокатки приближаются по форме к чистовому к. Форма ч. к. при прокатке простых профилей определяется вытяжной системой к.;
чистовой калибр i- к. (1.) для придания раскату конечного профиля, т.е. для изготовл. проката с конеч. размерами попереч. сечения. При конструир. ч. к. учитывают тепловое расшир. металла, неравномерность рас-пред. темп-ры в раскате, износ калибров, доп-равку профиля и др. факторы;
шестигранный калибр - к. (1.) шестигран. контура, врез, в валки по большой диагонали. Разъем ш. к. расположен на его сторонах. Размеры ш. к. выраж. через впи-
Шестигранный калибр
сан. круг диам. d: сторона С = 0,577d, площадь -F = 0,866d2, высота Я, = 2 С (рис.). Примен. в кач-ве чист, калибра при прокатке шес-тигран. стали и как черн. при прокатке шестигран. буровой стали, когда требуется равномерное и невысокое обжатие по проходам;
Шсстнугольный калибр
шестиугольный калибр - к. (1.) шестиугольн. контура, врез, в валки по малой оси; примен. в вытяжной системе калибров шестиугольник- квадрат и как пред-чист. при прокатке шестигранных профилей. Расчет, размеры: 5Д = 5К - Я,; В = 5К - S; ак = BJH, = 2,0+4,5; г = г, = (ОД5+0,40)Я,; Р = 2(Bf + 0.41Я,) (рис.). Предчистовой ш. к. строят как обычный шестиугольный, но для компенс. ушире-ния металла и предотвращ. выпуклости боковых стенок чист. шестигранника дно калибра делают с выпуклостью 0,25-1,5 мм в завис-ти от размеров профиля. Степень заполнения ш. к. принимают 0,9;
л
Ящичный калибр
ящичный калибр - к. (1.), образов. трапец. врезами в валки, для прокатки прямоуг. и квадрат, профилей. Расчетные размеры: 5д = (0,95+1 ,00) В„; В = Яд + (Я, -- S)tg(p; г = (0,10ч-0,15)Я,; г, = (0,8+1,0)/-, ок = = 4/Я, = 0,5+2,5; />* 2(Я, + В,) (рис.). Глубина вреза я. к. Я, зависит от соотношения размеров (Я,/Й0) задаваемого в него профиля. Я. к. используют, гл. обр., на блюмингах, обжимных и непрер.-загот. станах, обжим, и черн. клетях сортовых станов и для получения товарных заготовок на рельсобалочных и крупносортных станах.
квадратный калибр - к. (1.)
квадрат, контура, врезанный в валки по диа
гонали. В завис-ти от треб, профиля проката
выполняется с закругл. или острыми верши
нами. Расчет, размеры: Hk= Bf= 21/2 С Я, =
= 21/2 С. - 0,83г, В =B-s;r= (0,1+0,2)^;
/-,= (0,10^0,15)Я,; Р= 2- 21/2Я, (рис.). К. к. -
чистовой при прокатке квадратных профи
лей и вытяжной в системах ромб-квадрат,
овал-квадрат и шестигранник-квадрат. В чер
новых калибрах выполняют значительные
закругления вершин радиусом г.Высота и ширина к. к. составляют, соответ., 1,40 и 1,43 его стороны.
При прокатке квадратов с ост рыми углами к. к. имеет угол при вершине пример, но 91-92° с уче
том тепловой усадки профиля; L"" " ° т -""" " "" и
контрольный калибр - к. (1.), для небольшого высотного обжатия и контроля размеров отд. эл-тов раската; используется при прокатке ряда фасонных и сложных профилей, напр., двутавров, для ободьев колес, дверных петель и пр. К. к. выполняют закрытым и полузакрытым. Закрытый к. к. обеспечивает более точные размеры эл-тов раската, но чаще работают с полузакрытыми к. к. В закрытом к. к. фланец обжимается только по высоте, а в полузакрытом - по высоте и толщине в открытой части калибра;
круглый калибр - к. (1.) с контуром окружности на основной части периметра; чистовой при прокатке круглой стали и вытяжной в системе овал-круг. К. к. всех типов имеют выпуск или развал. При построении чистового к. к. обычно берут выпуск 10-30° или 20-50° в завис-ти от диам. прокатываемого круга. Расчетные размеры: Bf= rf/cosy, В" = Як- .Stgy, г, = (0,08+0, lO)d,P = = тк/(рис.). Т. к. круглую сталь стремятся катать с минус, допуском Д на диам., то для чистового к. к. с учетом теплового расширения принимают d= 1,013 , где rfxon "~ Диам. круга в холодном состоянии;
многовалковый калибр - к. (1.) с контуром, образованным тремя и более валками, оси к-рых лежат в одной плоскости. В м. к. металл обжимается в высотно-попереч-ном направл. с преимущ. всесторонним сжатием, что позволяет деформировать малопластичные материалы. М. к. обеспеч. высокую точность размеров профилей, поэтому они широко применяются в чистовых клетях мелкосортных и проволочных станов для прокатки стали и цв. металлов. Четырехвалковые открытые и закрытые калибры часто используют при гор. и хол. прокатке высокоточных фасонных профилей;
обжимной калибр - к. (1.) для уменьшения поперечного сечения раската и получения заготовок для сортовых станов. В кач-ве о. к. на блюмингах, обжимных и заготовочных станах используют ящичные калибры. Деформация в о. к. не всегда сопровождается существ, вытяжкой, как, напр., в первых проходах на блюминге. Однако к о. к. иногда частично или полностью относят калибры вытяжных систем калибровок. Подраздел, калибров на обжимные и вытяжные зависит от назначения прокатного стана, системы калибров и отдельного калибра;
овальный калибр - к. (1.) овального или близкого к нему контура, врезанный в валки по малой оси. О. к. применяют в кач-ве предчистового при прокатке круглых профилей и вытяжного в системе овал - ребровой овал и др. В завис-ти от назначения калибра и размеров раскатов используют: 1. Однорадиусные о. к. (обычные о. к.), примен. в кач-ве предчистовых при прокатке круглой стали. Их расчетные размеры (рис.): R = = Я, + (1 + О/4; В = (Я, - S) 1/2; г, = (0,10+0,40)^; Р = 2[В* + + (4/3)Я,2]1/2; а^ = Вк/Н,= 1,5+4,5. Эллиптич. и двух- или трехрадиусные о. к., примен. как предчистовые при прокатке крупных кругов и в системах овал-круг и овал-овал; плоские о. к., использ. там же, где и эллиптич. о. к. и в кач-ве предчистовых при прокатке пе-риодич. арматурных профилей, в к-рых В = = ОД; г = 0,5Я,; г, = (0,2+0,4)Я,; O|t = = 1,8+3,0; видоизмененный плоский о. к., контур которого образ, прямоугольником и боковыми криволин. треугольниками, принимаемыми как параболич. сегменты; тра-пец. (шестигранные) о. к. с прямыми очертаниями, использ. для хорошего удержания раската и выравнивания вытяжек
открытый калибр - к. (1.), линия разъема к-рого в пределах его контура; образ, врезами в двух или более валках, врезом в одном валке и гладкой бочкой или гладкими бочками. У простых о. к. разъем образ, примерно посередине калибра и боковые участки раската формир. буртами двух валков. В нек-рых фасонных о. к. они формир. стенками ручья только в одном валке;
полузакрытый калибр - фасонный к. (1.) с расположением разъема на боковой стенке вблизи вершины ручья; используют в кач-ве контрольного при прокатке швеллеров, полособульбовых, двутавровых и др. профилей. По сравнению с закрытым контрольным калибром имеет больший выпуск и небольшую глубину вреза закрытого ручья, что меньше ослабляет валок по диам., позволяет обжимать фланцы раскатов по толщине, повысить кол-во переточек и срок службы валков;
предчистовой калибр - к. (1.) для предпослед. пропуска раската; для подготовки раската к формир. конечного профиля. При прокатке фасонных
профилей по форме и/или размеру очень близок к чистовому, а при прокатке простых профилей может существ, отличаться. В кач-ве п. к. часто применяют ребровые калибры при прокатке полосовых профилей и контрольные при прокатке фланцевых профилей;
разрезной калибр - 1. К. (1.) с гребнем в средней части, для первонач. фор-мир. из заготовок фланцевых эл-тов раската; напр, при прокатке двутавров из прямоуг. заготовки образуются участки фланцев и стенки, а при прокатке рельсов - участки под подошву и головку. Используют открытые и закрытые р. к. Закрытые р. к. выполняют на валках большого диам. для изготовл. больших фланцев. Открытые симметрич. р. к. с тупыми гребнями часто применяют для прокатки балочных заготовок из слябов. 2. К. для продольного разделения сдвоенных раскатов;
Ребровой калибр
ребровой калибр - к. (1.), врез, в валки большим размером; при-мен., в частности, при прокатке полосовой стали для регулирования ширины раската. Предчистовой р. к. формирует также кромки проката. При прокатке полос с прямыми кромками выпуклость дна предчистового р. к.Д = = 0,5-5-1,0 мм, межвалковый зазор < 1/3 высоты полосы и выпуск 0,05+0,10 (рис.);
т
ребровой овальный калибр - к. (1.) овального контура, врез, в валки по большой оси. Расчет, размеры: R = 0,25/^(1 + + 1/а2), В =В- 2Л, г = = rt= (0,10+0,15)5, ак = 4/Я, = 0,75*0,85, Р= 2(Я,2 + (4/3)г,Т2 (рис.). Использ. как вытяжной в системе овал - ребровой овал;
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Министерство Образования Республики Беларусь
Учреждение Образования Гомельский государственный технический университет имени П.О. Сухого
Кафедра: «Металлургия и литейное производство»
Пояснительная записка
К курсовому проекту
по курсу: «Теория и технология прокатки и волочения»
на тему: «Разработка калибровки прокатных валков для круглого профиля диаметром 5мм»
Выполнил студент группы Д-41
Рудова Е.В.
Проверил к.т.н. доцент
Бобарикин Ю.Л.
Гомель 2012
1. Введение
2. Выбор отделочных калибров и расчет площадей сечений раската
3. Выбор вытяжных калибров и расчет сечений раската
4. Определение размеров калибров
5. Расчет скоростного режима прокатки
6. Расчет температурного режима прокатки
7. Определение коэффициента трения
8. Расчет усилия прокатки
9. Расчет момента и мощности прокатки
калибр сечение профиль прокатка валки
1 . Введение
Основой технологий сортопрокатного производства является пластическая деформация металла в различных видах калибров валков прокатного стана.
Сортовые профили прокатывают из заготовки за несколько проходов в калибрах прокатных валков, которые придают прокатываемому металлу требуемые формы. Для производства прокаткой металлического сортамента простого и фасонного профиля (круглого, квадратного, шестиугольного, полосового, углового, швеллерного, таврового и др.) необходимо произвести расчет калибровки прокатных валков.
Калибровкой прокатных валков называется определение форм размеров и числа калибров, размеренных на валках для получения готового профиля.
Калибр прокатных валков - это просвет, образованный врезами в валках или ручьем в вертикальной плоскости, проходящей через оси валков.
Калибровка должна обеспечить прокатку из заготовки требуемого профиля необходимой формы и размеров в пределах принятых допусков, а также хорошее качество проката, максимальную производительность прокатки, минимальные износ и расход энергии, затрачиваемой на работу прокатного стана.
Прокатка профиля вначале ведется в вытяжных калибрах, предназначенных только для уменьшения площади сечения прокатываемой заготовки. При уменьшении площади сечения заготовки последняя вытягивается в длину без приближения формы сечения полосы к требуемой, поэтому эти калибры называются вытяжными . После прохода в вытяжных калибрах заготовка прокатывается в отделочных калибрах. Отделочные калибры разделяются на предчистовые и чистовые калибры. В предчистовых калибрах (их может быть несколько или один) народу с дальнейший уменьшением площади конфигурация сечения приближается к заданной форме готового профиля, и формируются отдельные его элементы. В чистовом калибре (он всегда один) требуемые формы и размер профиля формируются окончательно, размещается он на последнем проходе прокатки.
2. Выбор отделочных калибров и расчет площадей сеч е ний раската
Выбор количес тва и формы отделочных калибров
Количество и форма отделочных калибров, т. е. чистового и предчистовых калибров, зависит от формы готового или конечного профиля и от принятой системы калибровки отделочных калибров.
Для круглого профиля отделочными калибрами служат предчистовой овальный калибр и чистовой круглый калибр. После предчистового овального калибра раскат овального профиля проходит кантовку на 90° и входит в чистовой круглый калибр, где окончательно формируется круглый профиль (рис 2.1). При этом форма предчистового овального калибра зависит от размеров чистового профиля. На рисунке изображен предчистовой овальный калибр для средних и малых размеров чистового профиля.
Рис. 2.1 Схема отделочных калибров круглого профиля
Кантовка раската может осуществляться с помощью специальных кантующих проводок между прокатными клетями для непрерывных станов или кантующих устройств, между проходами прокатки для литейных станов. Кроме этого на непрерывных станах условие кантовки на 90° может осуществляться за счет чередования валковых клетей с горизонтальным и вертикальным расположением осей валков.
Для прокатки круглого профиля в группе отделочных калибров применим чистовой круглый и предчистовой овальный калибры.
Определение размеров конечного профиля в горячем состо я нии
Для увеличения срока службы калибров расчет производится на получение профиля с минусовыми допусками его размеров. С целью учета снижения размеров профиля, прокатываемого в горячем состоянии при охлаждении, необходимо умножать величину размеров профиля в холодном состоянии на коэффициент 1,01-1,015 .
Принимая минусовой допуск для круглого конечного профиля, находим размер круга в холодном состоянии:
Размер чистового круга в горячем состоянии:
Определение коэффициентов вытяжки в отделочных калибрах.
Для чистового круглого калибра коэффициент вытяжки где к - количество отделочных калибров, а также для предчистового овального калибра определим по графику рис. 2.2.
Рис.2.2 Зависимость коэффициентов вытяжки в чистовом круге, а также в предчистовом овале от соответственного диаметра круга .
Примечание: если прокатывается круглый профиль диаметром менее 12 мм включительно, то коэффициенты вытяжки в чистовом и предчистовом калибрах определяются согласно практическим рекомендациям для конкретного профиля. Учитывая конструкционные особенности прокатного стана 150 БМЗ, принимаем средние вытяжки равные 1,25.
Определение площадей сечения профилей в отделочных кали б рах.
Площади профилей в отделочных калибрах определим по зависимостям:
где - площадь сечения проката в чистовом калибра, определенная по
по горячим размерам конечного профиля; - площадь сечения раската в последнем предчистовом калибре; - площадь сечения раската в предпоследнем предчистовом калибре. Определим площадь сечения полосы в чистовом круглом калибре:
Площадь сечения полосы в предчистовом овальном калибре равна:
Площадь сечения в последнем черновом калибре и соответственно в последнем проходе прокатки вытяжной группы калибров, определим по формуле:
3. Выбор вытяжных калибров и расчет площадей сечений раската
Выбор системы вытяжных калибров
Как правило, вытяжные калибры формируются по определенным системам, которые определяются чередующейся однотипной формой калибров.
Каждая система вытяжных калибров характеризуется своей парой калибров, которая и определяет название система вытяжных калибров.
Пара вытяжных калибров - это два последовательных калибра, в которых заготовка от равноосного состояния в первом калибре подходит в неравноосное, а во втором опять в равноосное, но с уменьшением площади сечения.
Применяются следующие системы вытяжных калибров: система прямоугольных калибров, система прямоугольник - гладкая бочка, система овал - квадрат, система ромб- квадрат, система ромб - ромб, система квадрат- квадрат, универсальная система, комбинированная система, система овал-круг, система овал-ребровый овал.
На мелко - и среднесортовых современных непрерывных прокатных станах чаще применяются системы: ромб-квадрат, овал-квадрат, овал-круг и овал-ребровый овал.
Эти системы калибровки обеспечивают хорошее качество проката и устойчивое положение раската в калибрах.
При прокатке в вытяжных калибрах всегда применяется кантовка раската или поворот его вокруг своей продольной оси на определенный угол (обычно 45° или 90 °) при переходе раската между клетями от первого калибра пары калибров к другому калибру.
Кантовка может заменяться чередованием горизонтальных и вертикальных прокатных клетей, что обеспечивает эффект кантовки без поворота заготовки.
Кантовка раската или чередование горизонтальных и вертикальных прокатных клетей или валков необходима для перевода неравноосного состояния заготовки после прохода первого калибра пары вытяжных калибров в равноосное во втором калибре пары.
Одной из наиболее перспективных систем калибровки является система овал - ребровый овал, обеспечивающая устойчивый режим прокатки, хорошее качество проката.
B этой системе в овальных калибрах заготовка переходит в неравноосное состояние овала с большой разницей размеров осей овала, а в ребровых овальных калибрах - в равноосное состояние овала с малой разницей размеров осей после деформации предыдущего неравноосного овала по большей оси. Таким образом, заготовка последовательно проходит типы калибров: овал- ребровый овал - овал - ребровый овал и т.д. до получения требуемого уменьшения сечения заготовки.
Определение средней вытяжки в арах вытяжных калибров и числа проходов прокатки .
Для определения числа проходов прокатки n вначале определим расчетное число пар вытяжных калибров:
где - площадь сечения заготовки в горячем состоянии;
Площадь сечения заготовки в последнем вытяжном калибре.
Определив точное число пар вытяжных калибров, далее необходимо установить уточненное значение средней вытяжки для пары вытяжных калибров
Количество проходов прокатки в вытяжных калибрах равно:
Количество проходов прокатки для всей технологии прокатки равно:
где к - количество отделочных калибров.
Здесь необходимо проверить, не будет ли общее число проходов прокатки превышать число прокатных клетей стана по неравенству:
где с - количество прокатных клетей стана.
Площадь сечения заготовки в горячем состоянии с учетом широкого допуска на размер сечения определим по номинальному размеру сечения:
Для системы овал - ребровый овал. Примем.
Расчетное число пар вытяжных калибров равно:
Точное число пар вытяжных калибров примем.
Уточненное значение средней вытяжки для пары вытяжных калибров равно:
Число проходов прокатки в вытяжных калибрах согласно (3.3) равно:
Число проходов прокатки равно:
Проверим условие (3.4): .
Результаты распределения проходов прокатки и видов калибров по клетям стана заносим в таблицу 3.1.
Определение вытяжек для пар вытяжных калибров.
Вытяжку каждой пары калибров определим по зависимости:
где - изменение величины
При внесении изменений значений вытяжек для каждой пары калибров необходимо учитывать равенство 0 алгебраической суммы всех изменений, т.е. должно выполняться условие:
Определим вытяжки для каждой пары калибров с учетом их перераспределения так, чтобы начальные пары калибров имели бы большие значения вытяжек, а последние - меньшие.
Проведем изменения для каждой пары калибров по выражению (3.5), помня о том, что алгебраическая сумма этих изменений должна равняться 0:
Определение вытяжек по проходам прокатки в системе вытя ж ных калибров
Определим вытяжки для ребровых овалов при известном по формуле:
Вытяжки для овалов определим по формуле:
По формулам (3.7) и (3.8) определим численные значения вытяжек для всех проходов прокатки по вытяжным калибрам:
для j = 7(14;13)
Все значения вытяжек для вытяжных и отделочных калибров заносим в таблицу 3.1.
Определение площадей сечения раската в вытяжных калибрах.
Определим площади поперечных сечений раската после каждого прохода прокатки по формуле:
где - площадь сечения раската;
Площадь следующего по ходу прокатки сечения раската;
Вытяжка в следующем по ходу прокатки калибре.
По условию после последнего, т. е. 26-го, прохода площадь сечения раската должна быть равна 28.35 . Таким образом, для.
Площадь сечения заготовки перед первым проходом равна площади сечения исходной заготовки. Эта величина должна быть получена из произведения. Однако в связи с накоплением при расчетах погрешностей округления для точного получения значения необходимо откорректировать значение вытяжки в первом проходе:
Полученные значения площадей сечения раската по всем проходам прокатки заносим в таблицу 3.1.
Таблица 3.1 Таблица калибровки
|
Вид калибра |
Площадь сечения раската F, |
||||
|
овальный |
|||||
|
Ребровой овальный |
|||||
|
овальный |
|||||
|
Ребровой овальный |
|||||
|
овальный |
|||||
|
Ребровой овальный |
|||||
|
овальный |
|||||
|
Ребровой овальный |
|||||
|
овальный |
|||||
|
Ребровой овальный |
|||||
|
овальный |
|||||
|
Ребровой овальный |
|||||
|
овальный |
|||||
|
Ребровой овальный |
|||||
|
овальный |
|||||
|
Ребровой овальный |
|||||
|
овальный |
|||||
|
Ребровой овальный |
|||||
|
овальный |
|||||
|
Ребровой овальный |
|||||
|
овальный |
|||||
|
Ребровой овальный |
|||||
|
овальный |
|||||
|
Ребровой овальный |
|||||
|
овальный |
|||||
|
Ребровой овальный |
|||||
|
Предчистовой овальный |
|||||
|
Чистовой круглый |
4. Определение размеров калибров
Схема построения чистового круглого К-го калибра приведена на рис.4.1. На схеме отображены следующие размеры: - диаметр или высота калибра, равный горячему размеру диаметра конечного профиля круглого проката; - межвалковый зазор; - угол выпуска калибра; - ширина калибра.
Рис.4.1 Схема круглого калибра
Величина межвалкового зазора определяется по формуле:
Ширина калибра и ширина полосы будут равны диаметру калибра.
Значения и выбираем следующие:
Схема построения предчистового овального (К-1) - го калибра прокатки овальной полосы, предназначенной для последующей прокатки в чистовом круглом калибре круглого профиля с диаметром не более 80 мм, приведена на рис. 4.2. Произведем расчеты всех необходимых размеров:
Рис.4.2 Схема овального калибра
Высота калибра равна высоте полосы,которая определяется по формуле:
где - холодный диаметр прокатываемого чистового круглого профиля;
Коэффициент, учитывающий уширение овальной полосы в чистовом круглом калибре.
Притупление полосы определяется по формуле:
Рис. 4.3 Зависимость коэффициента от ширины ребровой овальной полосы, предшествующего ребрового овального калибра
Ширина полосы определяется по формуле:
где - площадь сечения овальной полосы после прохода предчистового овального калибра. Радиус очертания предчистового овального калибра определяется по формуле:
Назначаем величину межвалкового зазора:
Величина ширины калибра определяется по формуле:
Определяем коэффициент заполнения калибра:
Величина должна находиться в пределах.
Основные размеры чистового и предчистового калибров заносим в таблицу 4.1.
Построение вытяжных калибров .
Для системы вытяжных калибров овал - ребровый овал вначале строим все ребровые овальные калибры согласно схеме рис.4.4 и расчету, приведенному ниже. При прокатке квадратного профиля последним по ходу прокатки является равноосный квадратный калибр, и одновременно являющийся предчистовым квадратным калибром. В нашем случае начальный профиль прокатываемой заготовки квадратный, то для удобного захвата заготовки первый равноосный калибр по ходу прокатки строим по схеме рис.4.4. Затем строим все овальные калибры согласно схеме рис.4.2. и приведенному ниже расчету.
Рис. 4.4. Схема ребрового овального калибра
Для всех ребровых овальных калибров, т.е. для всех - х калибров, размеры калибра определяем в следующей последовательности.
Пример расчета для калибра 26.
Ширина ребровой овальной полосы
где - площадь сечения ребровой овальной полосы.
Высота ребровой овальной полосы
Ширина калибра равна
где - коэффициент заполнения калибра, равный 0,92…0,99 , предварительно примем.
Радиус очертания калибра
Притупление полосы равно:
Высоту межвалкового зазора определяем из диапазона, где - диаметр валков соответствующей прокатной клети.
При этом должно выполняться условие
Аналогично проводим расчет для всех остальных - х калибров. Все основные размеры ребровых овальных калибров заносим в таблицу 4.1.
Для всех неравноосных калибров (рис. 4.2.) размеры определяем против хода прокатки.
Для каждого -го неравноосного овального калибра размеры определяем в следующей последовательности.
Вначале определяем уширение в следующем за данным калибром по ходу прокатки равноосном ребровом овальном - ом калибре по формуле:
где - уширение, определенное по графику рис. 4.6. в зависимости от ширины рассматриваемой ребровой овальной полосы;
Диаметр валков клети для данного равноосного калибра.
Рис.4.6. Зависимость величины уширения овальной полосы в ребровом овальном калибре от ширины ребровой овальной полосы при прокатке в валках.
Высота овальной полосы равна:
Высота калибра равна высоте полосы, т. е. .
Притупление овальной полосы равно:
где - коэффициент, определяемый по графику рис. 4.3.
Предварительное значение ширины овальной полосы:
где - площадь поперечного сечения полосы после прохода рассматриваемого калибра.
Величина среднего абсолютного обжатия металла в рассматриваемом овальном калибре равна (для):
где - ширина ромбической овальной полосы в предшествующем рассматриваемом калибре.
Катающий радиус валка равен:
где - диаметр валков рассматриваемой клети.
Средняя высота полосы на выходе в рассматриваемый калибр равна:
Уширение металла в овальном калибре определим по формуле:
Ширина овальной полосы равна:
Радиус очертания калибра определим по формуле:
Предварительную величину межвалкового зазора назначим из диапазона при соблюдении условия.
Коэффициент заполнения калибра:
После этого проверяем условие нормального заполнения калибра металлом.
Произведем расчет для 3-го неравноосного овального калибра по выше приведенным формулам.
Аналогично проводим расчет для всех остальных - калибров. Основные размеры всех промежуточных овальных калибров заносим в табл. 4.1.
В таблице 4.1. глубина вреза калибра определяется по формуле:
Таблица 4.1 Таблица калибровки,
|
№ прохода прокатки |
Высота полосы |
Ширина полосы |
Высота калибра |
Ширина калибра |
Межвал-ковый зазор |
Глубина вреза |
|
5. Расчет скоростного режима прокатки
Определяем и заносим в таблицу 5.1 все значения катающих диаметров валков. При этом для овальных калибров определим через радиусы, определенные по формуле (4.31). Для всех остальных калибров катающие диаметры валков определим по формуле:
где - диаметр бочки валков соответствующего калибра;
Площадь поперечного сечения полосы на выходе из соответствующего калибра;
Ширина полосы на выходе из калибра.
Проведем расчет для 2 калибра.
Затем определяем число оборотов в минуту валков в последней по ходу прокатки клети по формуле:
где - скорость проката на выходе из последней клети, которая определяется
условиями работы стана,8 0 м/с ;
Катающий диаметр валков n -ой клети, мм .
где - площадь сечения полосы после прохода n -ой клети, т.е. конечного проката, .
Для обеспечения некоторого натяжения полосы между клетями константу калибровки для каждого прохода прокатки необходимо несколько уменьшать по мере перехода от первого прохода к последующим. Поэтому константа калибровки для предпоследнего прохода равна:
По аналогии против хода прокатки определяем константу калибровки для всех проходов прокатки, т. е.
Скорости вращения валков для каждого прохода определяем по формуле:
Все значения заносим в таблицу 5.1.
Скорости движения полосы после каждого прохода прокатки определяем по формуле:
где в и в.
Все значения заносим в таблицу 5.1.
Аналогично проводим расчет для всех остальных калибров, и все результаты расчетов заносим в таблицу 5.1.
Таблица 5.1. Таблица калибровки
|
Проход прокатки |
Катающий диаметр валков, |
Константа калибровки, |
Скорость вращения валков, |
Скорость движения полосы, |
|
6. Расчет темпера турного режима прокатки
Задачей расчета температурного режима прокатки является определение температуры начального нагрева заготовки перед прокаткой и определение температуры раската после каждого прохода прокатки.
Мелкосортно-проволочный прокатный стан 320 имеет температуру заготовки на выходе из печи перед первой прокатной клетью 107 0 . При прокатке в 20-ти клетьевой группе и проволочном блоке температура проката на выходе из этого блока составляет 1010…1070 . Температуру нагрева заготовки для прокатки квадратного профиля из стали 45 с учетом табл. 6.1. и технологических возможностей печи стана 320 принимаем равной 12 50 , а на выходе из 20-ой клети температуру проката принимаем равной 107 0 .
Температуру раската для проходов прокатки принимаем равной средней, т. е.
7. Определение коэффициента трения
Коэффициент трения при горячей прокатке металлов можно определить по формуле для каждого прохода прокатки:
где - коэффициент, зависящий от материала прокатных валков; для чугунных валков, для стальных- ;
Коэффициент, зависящий от содержания углерода в прокатываемомметалле и определяемый по табл. 7.1. (м/у 2130 стр. 60).
Коэффициент, зависящий от скорости прокатки или от линейной скорости вращения валков и определяемый по табл. 7.2. (м/у 2130 стр. 60).
Аналогично по формуле (7.1) рассчитываем коэффициент трения для каждого прохода прокатки, все необходимые данные и результаты расчета заносим в таблицу 7.1
Таблица 7.1
|
№ прохода прокатки |
|||||
8. Расчет усилия прокатки
Определение площади контакта металла с валком.
Площадь контакта прокатываемого металла с валком i -го калибра определим по формуле:
где и - ширина и высота полосы на выходе в калибр;
и - ширина и высота полосы на выходе из калибра;
Коэффициент влияния формы калибра, определяемый по таб. 8.1. (м/у 2130 стр. 60). - радиус валка по дну калибра.
Радиус валка по дну калибра определим по формуле:
где - диаметр бочки валков; и - высота и межвалковый зазор калибра. Рассчитаем первый проход:
Все значения рассчитываем аналогично и заносим в табл. 8.1.
Определение коэффициента напряженного состояния очага деформации.
Коэффициент напряженного состояния очага деформации при прокатке полосы для каждого прохода прокатки определяется по формуле:
где - коэффициент, учитывающий влияние на напряженное состояние ширины очага деформации;
Коэффициент, учитывающий влияние высоты очага;
Коэффициент, учитывающий влияние прокатки в калибре.
Коэффициент определим по следующей зависимости
Коэффициент определим по зависимости
где - коэффициент формы калибра для нефасонных калибров (квадрат, ромб, овал, круг, шестигранник и т. д.);
Коэффициент формы калибра для фасонных калибров.
Рассчитаем первый проход:
Определение сопротивления пластической деформации.
Сопротивление пластической деформации прокатываемого металла для каждого прохода прокатки определяется в следующей последовательности.
Определим степень деформации
Затем определим скорость деформации
где - скорость прокатки в мм/с , принимаем из табл. 5.1.
определим по формуле:
Рассчитаем первый проход:
Все значения заносим в табл. 8.1.
Определение среднего давления и усилия прокатки.
Среднее давление прокатки для каждого прохода прокатки равно:
Усилие прокатки для каждого прохода
Рассчитаем первый проход:
Все значения и заносим в таблицу 8.1
Таблица 8.1. Таблица калибровки
|
Номер прохода прокатки |
Температура металла, |
Коэффициент трения, f |
Площадь контакта, |
Коэффициент напряженного состояния, |
|
Продолжение Таблица 8.1.
|
Номер прохода прокатки |
Сопротивление пластической деформации |
Среднее давление прокатки, |
Усилие прокатки, P, кН |
Момент прокатки |
Мощность про- катки N, кВт |
|
9. Рас чет момента и мощности прокатки
Момент прокатки определим по формуле:
Аналогично определяем момент инерции для каждого прохода прокатки, все результаты расчета заносим в таблицу.
Определение мощностипрокатки
Мощность прокатки определяем по формуле:
Пример расчета для первого прохода прокатки:
Аналогично определяем мощность для каждого прохода, все результаты расчета заносим в таблицу 8.1.
Размещено на Allbest.ru
Подобные документы
Изучение понятия швеллера и калибровки. Расчет калибровки валков для прокатки швеллера №16П на стане 500. Построение калибров и схемы их расположения на валках. Классификация калибров, задачи и элементы калибровки. Основные методы прокатки швеллера.
курсовая работа , добавлен 25.01.2013
Характеристика основного и вспомогательного оборудования стана 350. Выбор системы калибровки валиков для производства круглого профиля диаметром 50 мм. Метрологическое обеспечение измерений размеров проката. Расчет производственной мощности цеха.
дипломная работа , добавлен 24.10.2012
Выбор стали для заготовки, способа прокатки, основного и вспомогательного оборудования, подъемно-транспортных средств. Технология прокатки и нагрева заготовок перед ней. Расчет калибровки валков для прокатки круглой стали для напильников и рашпилей.
курсовая работа , добавлен 13.04.2012
Техническая характеристика перевалочного устройства. Расчет калибровки валков для прокатки двутавровой балки в универсальной и вспомогательной клетях. Рольганги рабочих линий промежуточной, предчистовой и чистовой групп. Дефекты проката двутавров.
дипломная работа , добавлен 23.10.2014
Условия работы и требования к прокатным валкам, их основные эксплуатационные свойства. Материал валков как оптимизирующий фактор. Прогрессивное средство увеличения стойкости прокатных валков против износа и поломок. Основные способы изготовления валков.
контрольная работа , добавлен 17.08.2009
Сущность процесса прокатки металла. Очаг деформации и угол захвата при прокатке. Устройство и классификация прокатных станов. Прокатный валок и его элементы. Основы технологии прокатного производства. Технология производства отдельных видов проката.
реферат , добавлен 18.09.2010
Технология производства равнополочной угловой стали №2. Технические требования к исходной заготовке и готовой продукции. Геометрические соотношения в угловых калибрах; порядок расчета калибровки валков. Выбор типа стана и его техническая характеристика.
курсовая работа , добавлен 18.01.2014
Расчет максимального обжатия металла валками по условию обхвата металла и по мощности. Среднее обжатие за проход и число проходов. Длина раската и коэффициент вытяжки по проходам. Определение размеров калибров и составление эскизов исследуемых валков.
курсовая работа , добавлен 25.12.2010
Сортамент и требования нормативной документации к трубам. Технология и оборудование для производства труб. Разработка алгоритмов управленияы редукционным станом ТПА-80. Расчет прокатки и калибровки валков редукционного стана. Силовые параметры прокатки.
дипломная работа , добавлен 24.07.2010
Понятие и структура валков холодной прокатки, их назначение и предъявляемые требования. Критерии выбора ковочного оборудования и исходного слитка. Характеристика оборудования участков цеха. Производство валков холодной прокатки на "Ормето-Юумз".
1,06
1,05
1,04
1,03
1,02
1,01
0 1,0 1,2 1,3 1,4 1,5 1,6 1,7 1,8 h / b
Рисунок 1.5 – График зависимости устойчивости полосы при прокатке на гладкой бочке в зависимости h / b и ε
1) описать технологию изготовления блюмов; последовательность операций; характерные параметры.
2) зарисовать эскизы: блюмов, моделей слитков, боковых граней, перекосов сечений и др.
Контрольные вопросы
1 Что входит в основную задачу технологического процесса прокатного производства?
2 Что представляет собой технологическая схема производства проката?
3 Что такое полупродукт прокатного производства?
4 Какие Вы знаете технологические схемы производства полупродукта и готового проката?
5 Какие технологические схемы производства проката можно организовать применением процессов непрерывнолитых заготовок?
6 Что такое калибровка валков, калибр и гладкая бочка валков?
7 Что такое максимальное обжатие и его влияние при прокатке?
8 Что такое угол захвата валков и его влияние при прокатке?
9 При каких условиях проводят кантовку полосы?
10 Как находят уширение и вытяжку прокатываемой полосы?
11 Что такое устойчивость полосы и каким показателем характеризуется?
Лабораторная работа № 2. Изучение методик калибровки валков для прокатки простых сортовых профилей
2.1 Цель работы
Ознакомиться с системами калибров для получения круглого и квадратного профиля, освоение методик расчетов основных параметров калибровки.
2.2 Основные теоретические сведения
Калибровка представляет собой порядок прокатки последовательного ряда переходных сечений прокатываемых профилей. Расчеты калибровки осуществляют по двум схемам: по ходу прокатки (от заготовки до конечного профиля) и против хода прокатки (от конечного профиля к заготовке). По обеим схемам для расчета и распределения коэффициентов деформации по пропускам необходимо знать размеры исходной заготовки.
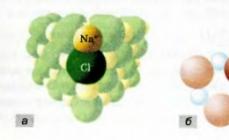
Прокатка сортовых профилей начинается в вытяжных калибрах, т. е. попарно связанных между собой калибрах, предназначенных для вытяжки металла. Применяют разные схемы обжимных и вытяжных калибров, например, ящичные, ромб-квадрат, ромб-ромб, овал-квадрат и т. д. (рисунок 2.1).
Из всех обжимных (вытяжных) калибров наиболее распространенной является схема ящичных калибров. Часто встречается схема гладкая бочка - ящичный калибр.
 |
а) – ящичные; б) – ромб – квадрат; в) – ромб – ромб; г) – овал – квадрат
Рисунок 2.1 – Схемы вытяжных калибров
При прокатке средне - и мелкосортной стали широко используют схему калибров ромб-квадрат. Схему геометрически подобных калибров ромб–ромб, при которой после каждого пропуска раскат кантуют на 90°, применяют довольно редко. Прокатка по этой схеме менее устойчива, чем в схеме ромб–квадрат. Ее, главным образом, используют для прокатки качественных сталей, когда производятся небольшие обжатия по условиям пластической деформации с вытяжкой до 1,3.
Вытяжная схема калибров овал–квадрат является одной из наиболее распространенных и применяемых на средне-, мелкосортных и проволочных станах. Ее преимуществом перед другими схемами является систематическое обновление углов раската, что способствует получению одинаковой температуры по его сечению. Раскат ведет себя устойчиво при прокатке в овальном и квадратном калибрах. Система характеризуется большими вытяжками, но их распределение в каждой паре калибров всегда неравномерно. В овальном калибре вытяжка больше, чем в квадратном. Большие вытяжки дают возможность уменьшить количество проходов, т. е. повысить экономическую эффективность процесса.
Рассмотрим калибровку валков для некоторых простых и фасонных профилей массового производства, например, прокаткой получают круглые профили диаметром от 5 до 250 мм и больше.
Прокатка круглых профилей выполняется по различным схемам в зависимости от диаметра профиля, типа стана, прокатываемого металла. Общим для всех схем прокатки является наличие предчистового овального калибра. Перед задачей полосы в чистовой калибр ее кантуют на 90°.
Обычно форма предчистового калибра – правильный овал с отношением длин осей 1,4÷1,8. Форма чистового калибра зависит от диаметра прокатываемого круга. При прокатке круга диаметром до 30 мм образующая чистового калибра представляет правильную окружность, при прокатке круга большего диаметра горизонтальный размер калибра берут на 1-2 % больше вертикального, так как их температурная усадка неодинакова. Коэффициент вытяжки в чистовом калибре принимают равным 1,075÷1,20. Круглые профили прокатывают только в проводках за один проход в последнем – чистовом калибре.
Широко распространена так называемая универсальная схема прокатки круглой полосы по системе квадрат–ступенька–ребро–овал–круг (рисунок 2.2). При прокатке по данной схеме можно в широких пределах регулировать размеры полосы, выходящей из ребрового калибра. В одних и тех же валках можно прокатывать круглые профили нескольких размеров, меняя только чистовой калибр. Кроме того, применение универсальной схемы прокатки обеспечивает хорошее удаление окалины с полосы.

1 – квадрат; 2- ступенька; 3 – ребро; 4 – овал; 5 – круг
Рисунок 2.2 – Схема прокатки профилей круглого сечения
При прокатке круглого профиля сравнительно небольших размеров часто применяют схему калибров квадрат–овал–круг. Сторона предчистового квадрата, существенно влияющего на получение хорошего круглого профиля, принимается для профилей небольших размеров равной диаметру d , а для профилей средних и крупных размеров 1,1 d .
При расчете калибровки валков непрерывных станов особенно важно определить катающие диаметры. Это позволяет вести процесс прокатки без образования петли или чрезмерного натяжения полосы между клетями.
В прямоугольных калибрах катающий диаметр принимают равным диаметру валков по дну калибра. В ромбических и квадратных – переменный: максимальный у разъема калибра и минимальный в вершине калибра. Окружные скорости различных точек этих калибров неодинаковы. Полоса выходит из калибра с некоторой средней скоростью, которая соответствует катающему диаметру, приближенно определяемому по средней приведенной высоте калибра
font-size:14.0pt">В этом случае катающий диаметр
font-size:14.0pt">Где D – расстояние между осями валков при прокатке.
Наиболее прост расчет калибровки для станов с индивидуальным приводом валков. В этом случае определяют общий коэффициент вытяжки
![]() ,
(10
)
,
(10
)
где Fo ~ площадь поперечного сечения исходной заготовки;
Fn – площадь поперечного сечения прокатанного профиля.
Затем с учетом соотношения ![]() распределяют вытяжку по клетям. Определив, катающий диаметр валков чистовой клети и приняв необходимую частоту вращения валков этой клети, вычисляют константу калибровки:
распределяют вытяжку по клетям. Определив, катающий диаметр валков чистовой клети и приняв необходимую частоту вращения валков этой клети, вычисляют константу калибровки:
font-size:14.0pt">где F 1 ... Fn – площади поперечного сечения полосы в клетях
1, ..., n ; v 1 ,... vn – скорости прокатки в этих клетях.
Катающий диаметр валков при прокатке в ящичном калибре
EN-US" style="font-size:14.0pt">2 )
где k - высота калибра.
При прокатке в квадратных калибрах
font-size:14.0pt"> (13 )
где h - сторона квадрата.
После этого по вытяжкам определяют размеры промежуточных квадратов, а потом промежуточных прямоугольников. Зная константу калибровки С , определяют частоту вращения валков в каждой клети
n = С / FD1 (14 )
Квадратные профили прокатываются со стороной от 5 до 250 мм. Профиль может иметь острые или закругленные углы. Обычно квадратный профиль со стороной до 100 мм получают с незакругленными углами, а со стороной свыше 100 мм - с закругленными углами (радиус закругления не превышает 0,15 стороны квадрата). Наиболее распространена система прокатки квадрат-ромб-квадрат (Рисунок 2.3). По этой схеме прокатка, в каждом последующем калибре ведется с кантовкой на 90°. После кантовки раската, вышедшего из ромбического калибра, большая его диагональ будет вертикальной, поэтому полоса будет стремиться опрокинуться.

Рисунок 2.3 – Схема прокатки полосы квадратного сечения.
При построении чистового квадратного калибра размеры его определяют с учетом минусового допуска и усадки при охлаждении. Если обозначить сторону чистового профиля в холодном состоянии а1, а минусовой допуск - ∆а и принять коэффициент температурного расширения равным 1,012÷1,015, то сторона чистового квадратного калибра
font-size:14.0pt">где а – стороны квадратного профиля в горячем состоянии.
При прокатке крупных квадратных профилей температура углов заготовки всегда ниже температуры граней, поэтому углы квадрата получаются не прямыми. Чтобы устранить это, углы при вершине квадратного калибра делают большими 90° (обычно 90°30"). При таком угле высота (вертикальная диагональ) чистового калибра h = 1,41а, а ширина (горизонтальная диагональ) b = 1,42а. Запас на уширение для квадратов со стороной до 20 мм принимается равным 1,5÷2 мм, а для квадратов со стороной более 20 мм 2 ÷ 4 мм. Вытяжка в чистовом квадратном калибре принимается равной 1,1÷1,15.
При производстве квадратного профиля с острыми углами существенно важна форма предчистового ромбического калибра, особенно при прокатке квадратов со стороной до 30 мм. Обычная форма ромбов не обеспечивает получение квадратов с углами правильной формы по линии разъема валков. Для устранения этого недостатка применяют предчистовые ромбические калибры, вершина которых имеет прямой угол. Расчет калибровки квадратного профиля начинают с чистового калибра, а затем определяют размеры промежуточных вытяжных калибров.
2.3 Методики расчетов параметров калибровки простых профилей
2.3.1 Прокатка круглого профиля с диаметром d = 16 мм
В расчетах ориентироваться на данные рисунка 2.4 (раздела 2.4).
1 Определить площадь чистового профиля
qкр1 = πd2 / 4, мм2 (16)
2 Выбрать коэффициент вытяжки в чистовом калибре µкр и общий коэффициент вытяжки в круглом и овальном калибрах µкр ов в пределах µкр = 1,08 ÷ 1,11, µкр ов = 1,27 ÷ 1,30.
3 Определить площадь предчистового овала
qов2 = qкр1· µкр, мм2 (17)
4 Ориентировочно принять уширение овальной полосы в круглом калибре ∆b1 ~ (1,0 ÷ 1,2).
5 Размеры предчистового овала h2 = d - ∆b1, мм
b2 = 3q2/(2h2 +s2);
где глубина вреза в валках (Рисунок 2,4) составляет hвр2 = 6,2 мм. Следовательно, зазор между валками должен быть равен s2 = h2 – 2 · 6,2 , мм.
6 Определить площадь предчистового квадрата (3 – ий калибр)
q3 = qкр · µкр ов, мм2 отсюда сторона квадрата с3 = √1,03 · q3 , мм,
а высота калибра h3 = 1,41 с3 – 0,82 r, мм (r = 2.5 мм), далее по Рисунку 2.4 определяем глубину вреза 3 – го калибра в валки hвр3 = 9,35 мм, следовательно, зазор в 3 – ем калибре s3 = h3 – 2 · hвр3 , мм.
∆b2 = 0,4 √ (с3 – hов ср)Rкс · (с3 – hов ср) / с3 , мм/ (18)
где hов ср = q2 / b2 ; Rкс = 0,5 (D – hов ср) ; D – диаметр стана (100÷150 мм).
Проверить заполнение предчистового овального калибра. В случае переполнения следует принять меньший коэффициент вытяжки и уменьшит размер предчистового квадрата.
8 Проверить общую вытяжку между заготовкой со стороной С0 и квадратом с3 и распределить ее между овальным и квадратным калибрами:
µ = µ4 ов · µ3 кв = С02 / с32 (19)
Эту общую вытяжку распределяем между овальным и квадратным калибрами таким образом, чтобы вытяжка в овальном калибре была больше, чем в квадратном:
µ4 = 1 + 1,5 (µ3 – 1); µ3 = (0,5 + √0,25 + 6µ) / 3 (20)
9 Определяем площадь овала
q4 = q3 · µ3 , мм2 (21)
Высоту овала h4 определяем с таким расчетом, чтобы при прокатке его в квадратном калибре было место на уширение тогда:
H4 = 1,41 с3 – s3 – ∆b3 , мм (22)
Величину уширения ∆b3 можно определить по графикам, приведенным в учебном пособии , «Калибровка прокатных валков», 1971 г.
Диаметр лабораторного стана мал, поэтому следует уменьшать уширение, пользуясь экстраполяцией.
B 4 = 3 q 4 / (2 h 4 – s 4 ), мм (23)
где s 4 = h 4 – 2 h вр 4 , мм; h вр 4 = 7,05 мм.
10 Определяем уширение в 4 – ом овальном калибре (как в пп7)
font-weight:normal"> ∆b4 = 0,4 √ (С0 – h4 ов ср)Rкс · (С0 – h4 ов ср) / С0 , мм (24)
Проверяем заполнение 4 – го овального калибра. Результаты сводим в таблицу 2.1, где выясняется, что 4 – ый овальный калибр необходим для 1 – го прохода квадратной заготовки со стороной С0, т. е. выше мы начали расчет с последнего 4 – го прохода (конечного или требуемого сечения профиля), осуществляемого в 1 – ом калибре валков.
2.3.2 Прокатка квадратного профиля со стороной с = 14 мм
В расчетах также ориентируемся на данные рисунка 2.4 (раздела 2.4).
1 Определить площадь чистового (конечного) профиля
Q1 = с12 , мм2 (25)
2 Выбрать коэффициент вытяжки в чистовом квадратном калибре и общий коэффициент вытяжки в квадратном и предчистовом ромбическом калибрах, т. е. µкв = 1,08 ÷ 1,11; µкв · µр = 1,25 ÷ 1,27.
3 Определить площадь предчистового ромба
Q2 = q1 · µкв, мм2 (26)
4 Ориентировочно принять уширение ромбической полосы в квадратном калибре равной ∆b1 = 1,0 ÷ 1,5
5 Определить размеры предчистового ромба
H2 = 1,41с – ∆b1 , мм b2 = 2 q2 / h2 , мм. (27)
Глубина вреза в валках для этого калибра по рисунку 2.1 hвр2 = 7,8 мм, следовательно, зазор s2 = h2 – 2 hвр2 , мм.
6 Определяем площадь предчистового квадрата
h3 = qкв · µкв р, мм2 откуда сторона квадрата с3 = √1,03 · q3
2.4 Необходимое оборудование, инструменты и материалы
Работа проводится на лабораторном стане, имеющий калибровку валков как, например, приведенные на рисунке 2.4. В качестве заготовок, как для круглого, так и для квадратного прокатываемого профиля применяют заготовки с квадратным сечением. В принципе данная лабораторная работа расчетного характера и заканчивается заполнением таблиц 2.1 и 2.2.

Рисунок 2.4 – Калибровка валков для круглого и квадратного профиля
Таблица 2.1 – Калибровка круглого профиля ø 16 мм
№ прохода | № калибра |
Форма калибра | Размеры калибра, мм | Размеры полосы, мм |
||||||||||
hвр | b | s | h | b | с (d) |
|||||||||
Квадратная заготовка |
||||||||||||||
Овал | 7,05 | |||||||||||||
Размеры и допуски калибра несколько отличаются от размеров и допусков прокатываемого профиля, что объясняется различными коэффициентами температурного расширения металлов и сплавов при нагревании. Например, размеры чистовых калибров для горячей прокатки стальных профилей должны быть в 1,010-1,015 раза больше размеров готовых профилей.
Размеры калибров во время прокатки увеличиваются, что обусловлено их выработкой. При достижении размеров, равных номинальным плюс допуск, калибр становится непригодным для дальнейшей работы и его заменяют новым. Поэтому чем больше допуск на размеры профиля, тем больше срок службы калибров, а следовательно, и производительность станов. Между тем увеличенный допуск приводят к излишней затрате металла на каждый метр длины выпускаемой продукции. Необходимо стремиться получать профили с размерами, отклоняющимися от номинальных в меньшую сторону.
На практике строят калибры не плюсовыми, а по средним допускам или даже с некоторым минусом. Усовершенствование оборудования прокатных станов, улучшение технологии производства и внедрение автоматической аппаратуры для настройки валков будут способствовать выпуску прокатной продукции с повышенной точностью.
ГОСТ 2590-71 предусматривает производство круглой стали диаметром от 5 до 250 мм.
Прокатку этого профиля в зависимости от марки стали и размеров осуществляют по-разному (рис. 116).
Способы 1 и 2 отличаются вариантами получения предчистового квадрата (квадрат точно зафиксирован по диагонали и имеется возможность регулировать высоту). Способ 2 является универсальным, так как позволяет получать ряд смежных размеров круглой стали (рис. 117). Способ 3 состоит в том, что предчистовой овал можно заменять десятиугольником. Этот способ применяют для прокатки крупных кругов. Способ 4 сходен со способом 2 и отличается от него только формой ребрового калибра. Отсутствие боковых стенок в этом калибре способствует лучшему удалению окалины. Так как данный способ позволяет широко регулировать размеры полосы, выходящей из ребрового калибра, его также называют универсальной калибровкой. Способы 5 и 6 отличаются от остальных более высокими вытяжками и большей устойчивостью овалов в проводках. Однако такие калибры требуют точной настройки стана, так как уже при небольшом избытке металла происходит их переполнение и образование заусенцев. Способы 7-10 основаны на применении системы калибровки овал - круг.

Сравнение возможных способов получения круглой стали показывает, что способы 1-3 позволяют в большинстве случаев прокатывать весь сортамент круглой стали. Прокатка качественной стали должна проводиться по способам 7-10. Способ 9 как бы промежуточный между системами овал - круг и овал - овал, наиболее удобен в смысле регулирования и настройки стана, а также предупреждения закатов.
Во всех рассмотренных способах прокатки круглой стали форма чистового и предчистового калибров остается почти неизменной, что способствует установлению общих закономерностей поведения металла в этих калибрах для всех случаев прокатки.
Построение чистового калибра для круглой стали осуществляют следующим образом.
Определяют расчетный диаметр калибра (для горячего профиля при прокатке на минус) d г = (1,011÷1,015)d х - часть допуска +0,01 d х, где 0,01d х,- увеличение диаметра по указанным выше причинам; d х = (d 1 +d 2 /2) - диаметр круглого профиля в холодном состоянии. Практически, при расчетах второй и третий члены правой части равенства можно считать примерно одинаковыми, тогда
d г = (1,011÷1,015)(d 1 +d 2)/2,
где d 1 , d 2 - максимальная и минимальная допустимые величины диаметра по ГОСТ 2590-71 (табл. 11).

В зависимости от размера прокатываемого круга выбирают следующие углы наклона касательной α:

Принимаем величину зазора t (по данным прокатки), мм:

По полученным данным вычерчивают калибр.
Пример . Построить чистовой калибр для прокатки круглой стали диаметром 25 мм.
- Определим расчетный диаметр калибра (для горячего профиля) по уравнению выше.
Находим из таблицы: d 1 =25,4 мм, d 2 = 14,5 мм; откуда d г = 1,013 (25,4+24,5)/2=25,4 мм. - Выбираем α=26°35′.
- Принимаем зазор между валками t=3 мм.
- По полученным данным вычерчиваем калибр.
Предчистовые калибры для круга конструируют с учетом точности, предъявляемой к готовому профилю. Чем больше форма овала приближается к форме круга, тем точнее получается готовый круглый профиль. Теоретически наиболее подходящей формой профиля для получения правильного круга является эллипс. Однако такой профиль довольно затруднительно удерживать при входе в чистовой круглый калибр, поэтому применяют его сравнительно редко.
Плоские овалы хорошо удерживаются проводками и, кроме того, обеспечивают большие обжатия. Но чем тоньше овал, тем ниже точность получаемого круглого профиля. Это объясняется степенью уширения возникающей при обжатии. Уширение пропорционально обжатию: где малые обжатия, там и малое уширение. Таким образом, при малых обжатиях овала весьма незначительны возможности колебания размеров в круглом калибре. Однако обратное явление справедливо лишь для случая, когда применяют большой овал и большую вытяжку. Овал для малых размеров круглой стали по своей форме близок к форме круга, что дает возможность применять овал одинарной кривизны. Профиль этого овала очерчивают только одним радиусом.
Для круглых профилей средних и больших размеров овалы, очерченные одним радиусом, оказываются чересчур вытянутыми по большой оси и вследствие этого не обеспечивают надежного захвата полосы валками. Применение острых овалов, помимо того, что не обеспечивает получения точного круга, вредно отражается на стойкости круглого калибра, особенно в выходной клети стана. Необходимость частых замен валков резко снижает производительность стана, а быстрая выработка калибров приводит к появлению вторых сортов, а иногда и брака.
Изучение причин и механизма выработки калибров, произведенных Н. В. Литовченко, показало, что острые кромки овала, которые остывают быстрее, чем остальные части полосы, обладают значительным сопротивлением деформации. Эти кромки, входя в калибр валков чистовой клети, действуют на дно калибра как абразив. Жесткие кромки в вершинах овала образуют на дне калибра ложбинки, которые приводят к образованию выступов на полосе по всей ее длине. Поэтому для круглых профилей диаметром 50- 80 мм и выше более точное выполнение профиля достигается применением двух- и трехрадиусных овалов. Они имеют примерно ту же толщину, что и овал, очерченный одним радиусом, но благодаря применению дополнительных малых радиусов кривизны ширина овала уменьшается.
Подобные овалы достаточно плоские для удержания их в проводках и обеспечивают надежный захват, а более округленный контур овала, приближающийся по своей форме к форме эллипса, создает благоприятные условия для равномерной деформации по ширине полосы в круглом калибре.